Cold Rolled Highway Straighten Forming Machine for Guardrail Plate Repair
- Model NO.: JZJ30
- Power: 15-30kw
- Roller Diameter: 80mm
- Transport Package: Export Standard Packing
- Origin: China
- Rated Rotation Speed: 132-1320r/Min
- Roller Quantity: 6-10PCS
- Trademark: Luxin
- Specification: 3320x770mm
- HS Code: 8462291000
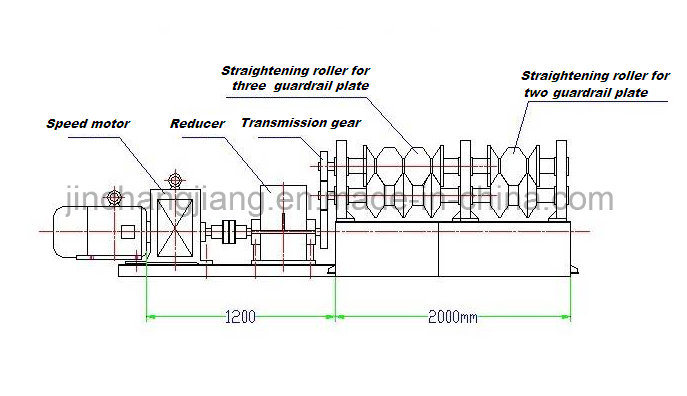
This cold roll forming machine is specially designed for repairing dented and warped guardrail plate. It consist of drive system, mould rollers, control system, speed motor and working platform. The deformed guardrail panel is reformed and straightened by 7 rollers (9 rollers is available for optional) continuously forming and extruding (not including inner strain and tears). It gradually eliminates dents, warping and other types of deformation on guardrail panel, and finally the guardrail is recycled and can be reused.
Â
The standard forming rollers is national standards form 31085 or Euro-American style crash barrier section profile. If for repairing other specification of guardrail section, just need to change the forming roller group (molding).

Two and three wave guardrail plate reforming unit machine
>>>Technical parameter:
Â
| Type | JZJ30 | |
| Two waves | Three waves | |
| G.W. | 5000 kg | 6000 kg |
| Main Machine Size | 3320×770mm | 3320×970mm |
| Size of Working Platform | 450×500×4000 mm(Rear) | 450*850*4000 mm(Rear) |
| 450×500×2000 mm(Front) | 450*850*2000 mm(Front) | |
| Speed motor | 30 KW | |
| Output Voltage | 380V | |
| Output Current | 58 A | |
| Frequency | 50 HZ | |
| Rectifying Speed | Theoretical Value: 1 piece/min. | |
| Roller Quantity | 7 pieces (8/9/10 is optional) | |
| Roller Diameter | Φ80mm | |
| Reducer | velocity ratio: 48.57 | |
| Rated Revolving Speed | 132-1320 r/min. | |
| Working Circumstance | Height above the sea level≤1500 m | |
| Temperature of circumstance:-20ºC~+45ºC | ||
| Relative humidity≤98% | ||
>>>Usage on-site:

>>>Packing list:
1. 2m working platform(front)
2. Main machine for reforming guardrail plate
3. Reforming mould one set( Installed)
4. 4m working platform(rear)
5. 30kw speed motor
6. 500type reducer
7. Electrical control cabinet
8. One 45 open-end wrench.Â
9. One 12" adjustable spanner
10. Operation instruction
11. One 10mm hex wrenchÂ
>>>Certificates:
>>>Company review:

>>>Other related products:
YZ Series pile driver, TDB series pile driver, GLZ-200 drilling rig comboo pile driving and extracting

Â
ELECTRIC DRIVE CUTTING TORCH CARRIAGE
An improvement over mechanical guides is an electric motor-driven cutting torch carriage. The speed of the motor can be varied allowing the welder to cut to dimensions and to cut at a specific speed. A typical motor driven carriage has four wheels: one driven by a reduction gear, two on swivels (castor style), and one freewheeling. The torch is mounted on the side of the carriage and is adjusted up and down by a gear and rack. The rack is a part of the special torch. The torch also can be tilted for bevel cuts. This machine comes with a straight two-groove track and has a radial bar for use in cutting circles and arcs. A motor-driven cutting torch cutting a circle is shown in figure 4-25. The carriage is equipped with an off-and-on switch, a reversing switch, a clutch, and a speed-adjusting dial that is calibrated in feet per minute.
Figure 4-25.-Electric motor-driven carriage being used to cut a circle in steel plate.
Figure 4-26 shows an electric drive carriage on a straight track being used for plate beveling. The operator must ensure that the electric cord and gas hoses do not become entangled on anything during the cutting operation. The best way to check for hose, electric cord, and torch clearance is to freewheel the carriage the full length of the track by hand.
Figure 4-26.-Electric motor-driven carriage being used on straight track to cut a beveled edge on steel plate.
You will find that the torch carriage is a valuable asset during deployment. This is especially true if your shop is called upon to produce a number of identical parts in quantity. Such an assignment might involve the fabrication of a large supply of handhole covers for runway fixtures, or another assignment might be the production of a large quantity of thick base plates for vertical columns. When using the torch carriage, you should lay the track in a straight line along a line parallel to the edge of the plate you are going to cut. Next, you light the torch and adjust the flame for the metal you are cutting. Move the carriage so the torch flame preheats the edge of the plate and then open the cutting oxygen valve and turn on the carriage motor. The machine begins moving along the track and continues to cut automatically until the end of the cut is reached. When the cut is complete, you should do the following: promptly turn off the cutting oxygen, turn off the current, and extinguish the flame--in that order. The cutting speed depends upon the thickness of the steel being cut
Gas Cutting Machines,Gas Cutter,Plasma Gas Cutting Machine,Flame Gas Cutting Machine
Changzhou Edaweld Trading Company Limited , https://www.edaweld.com